
اللغة
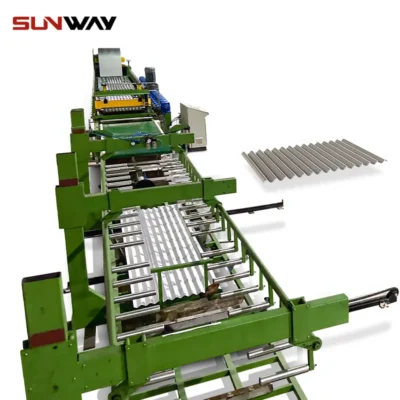
آلة تشكيل لفة رغوة PE المغلفة
آلة تشكيل لفة رغوة PE المغلفة
Feb 02, 2024
يسمح تشكيل اللف بإنتاج مستمر وفعال لأقسام الملف البلاستيكية المستقيمة أو المنحنية عن طريق تحني الأوراق تدريجيًا من خلال الأعمدة المتتالية. تجد الملفات الرغوية المغلفة بالبولي إيثيلين (PE) التي تم إنتاجها عبر تشكيل اللف استخدامًا واسعًا للعزل الحراري والوسادة وامتصاص الصدمات عبر الصناعات.
يوفر هذا الدليل نظرة شاملة عن آلة تشكيل لفة رغوة بي إي مغلفة القدرات والعمليات والاعتبارات والتطبيقات لمساعدة المشترين المحتملين على اتخاذ قرارات مثالية بشأن المعدات.
نظرة عامة على آلات تشكيل لفائف رغوة PE المغلفة
تشكيل آلات تشكيل الألواح البلاستيكية إلى ملفات عرضية معيارية أو مخصصة مختلفة لتطبيقات صناعية عبر سلسلة من محطات الانثناء بالأسطوانات التدريجية.
السمات الرئيسية لمشكلات لفائف رغوة PE المغلفة:
- المواد الخام: رغوة PE مغلفة بمجموعة متنوعة من أنواع الأوراق
- طرق التغليف: لاصق، حراري، بالموجات فوق الصوتية إلخ.
- أنواع الملف الشخصي: قناة U، مستطيلة، أشكال عزل حراري أخرى
- مرونة الأدوات: تغيير سريع لتغييرات الملف
- سرعات إنتاج عالية تصل إلى 80 مترًا / الدقيقة
- أنظمة مراقبة وتحكم في العمليات المتقدمة
تجمع تغليف الرغوة PE بأوراق أخرى بين قدرات العزل مع القوة وخصائص السطح باستخدام طبقات لاصقة رقيقة فقط. يوفر التغليف المشكل باللفات الطاقة في الاستخدام مع تقليل تكاليف النقل والمخزون.

أنواع من آلات تشكيل لفائف رغوة PE المغلفة
| نوع الجهاز | الوصف |
|---|---|
| المعيار | مصمم للإنتاج بحجم كبير من 1-2 ملفات |
| التبديل السريع | مجموعات أدوات متعددة لتغييرات الملف السريعة |
| مخصص | مصممة حول أشكال العزل المتخصصة |
| الانقطاع التلقائي | وحدة منشار متقاطع متكاملة |
| المعالجة الثانوية | وحدات إضافية مثل اللكم والحفر والطباعة وما إلى ذلك. |
القدرات المتخصصة:
- الترقيع متعدد الطبقات
- اللحام بعد التشكيل
- أجهزة تغليف الأفلام القابلة للفصل
- أنظمة الرؤية لاكتشاف العيوب
- أنظمة التكديس والتجميع
مبدأ عمل تشكيل لفة رغوة PE المغلفة
ال مبدأ العمل يركز على ثني أوراق البلاستيك من خلال سلسلة من محطات الأسطوانات المرتبة تدريجيًا لإنشاء أقسام ملفتة للنظر.
الخطوات:
- ورقة تغليف بلاستيكية تدفع بفوائد لفائف مثبتة
- أدلة طاولات تغذية الورق توجه الشريط عبر الجهاز
- تطبيق رؤوس التشكيل الانحناءات التدريجية عن طريق الضغط على الورقة حول الأسطوانات المشكلة
- تقوم منشارة القطع المنفصلة بتقليم الملف المشكل إلى الطول
- توجه الناقلات يرشد القطع المقصوصة للتغليف / الشحن
تتيح أنظمة التحكم في العمليات المتقدمة بما في ذلك PLC و HMI والمستشعرات مراقبة الوقت الحقيقي وضبط السرعة / التوتر بدقة أثناء الإنتاج.
سهولة تبديل مكونات الأدوات مثل رؤوس التشكيل تسمح بتغيير سريع بين ملامح رغوة مختلفة المقاسات.
عملية تدفق تشكيل لفة رغوة PE المغلفة
نموذجي تدفق العمل لإنشاء ملف تعريف الرغوة المغلفة يتكون من:
1. اختيار ورقة بلاستيكية
- الرغوة البولي إثيلينية المغلفة بأوراق معدنية، بلاستيكية، وورقية
- اختيار اللاصق للقوة ونطاق درجة الحرارة
2. إعداد الورقة
- التنظيف، التسخين المسبق، تنشيط السطح
3. تغليف بالتصفيح الدوار
- ربط الرغوة مع أوراق أخرى بين أسرة الأسطوانة
4. تشكيل بالدوران
- الانحناء متعدد المراحل إلى شكل هيكلي
5. المعالجة الثانوية (اختياري)
- الطباعة، ثقب الثقوب، لحام، طلاء
6. قطع المنتج والتعامل معه
- قص الملفات المغلفة إلى الطول المطلوب
- تجميع وتعبئة القطع النهائية
تقوم عمليات التحقق من الجودة التي تُجرى في كل مرحلة بالحفاظ على التناسق. يمكن تعزيز الأقسام الفردية بإمكانيات إضافية لنقل خصائص خاصة.
اعتبارات التصميم لخطوط تشكيل لفائف رغوة PE المغلفة
تشمل الجوانب الرئيسية لتصميم أنظمة تشكيل ملف الرغوة المغلفة:
اختيار مواد الورق
المواد الشائعة المغلفة بالرغوة PE:
- أوراق بلاستيكية من PP و ABS و PVC
- أوراق الصلب والألمنيوم
- الكرتون، النسيج، الأوراق العاكسة
كل مادة تضيف خصائص هيكلية أو عازلة أو جمالية فريدة.
الشكل والحجم الملف الشخصي
أشكال الرغوة المُشكَّلة بالتدحرج الشائعة:
- قناة U للعزل الحراري
- الأنبوب المستطيل يحيط
- الحاويات المخصصة، وحواف الحماية، وقطع الزوايا
تتيح لك مرونة الأدوات التحول السريع بين الأشكال.
سرعة الإنتاج
معدلات إنتاج أعلى عبر ورق بلاستيك أو حركة أسطوانية أسرع تزيد من الإخراج.
- الواجب الخفيف: تصل سرعتها إلى 20 مترًا في الدقيقة
- الواجب المتوسط: 20-50 مترًا/الدقيقة
- الخدمة الشاقة: أكثر من 50 مترًا في الدقيقة
أدوات ومحطات
- عدد الأرفف يتم تحديده بواسطة تعقيد الملف الشخصي
- رؤوس التغيير السريع لتغيير التشكيلات
- مواد الأسطوانة مقاومة للتآكل
- أنظمة التدفئة المتكاملة
القدرات الإضافية
- التغليف الداخلي |
- الطباعة
- الثقب
- اللكم
- قطع
- التغليف
- فحص الرؤية
- التجميع
-
آلة تشكيل لفائف الألواح المموجة
-
آلة تشكيل الصلب على شكل لفائف خفيفة

-
آلة تشكيل لفائف صنع صفيحة صندوق الصلب

-
آلة تشكيل الأسلاك على شكل قضيب دين

-
آلة تشكيل لفائف أوميغا بيرلين

-
آلة تشكيل لفائف CZ Purlin

-
آلة تشكيل لفة C purlin تلقائية كاملة بتغيير سريع

-
آلة تشكيل لوحة سقف بترصيع واقف

-
آلة تشكيل لفائف البلاط السقفي

مكونات رئيسية لآلات تشكيل لفائف الرغوة البولي إثيلين المغلفة
| المكون | الغرض |
|---|---|
| فك اللفافة | العائد السلس للورقة |
| الجداول التغذية | دليل الشرائط في تدفق العمل |
| تشكيل الرؤوس | الانحناء التدريجي للملف |
| محطات الرولر | رؤس تشكيل المنازل |
| التحكم PLC | المراقبة والدقة |
| واجهة إنسانية | إدخال المعلمة والمراقبة |
| أجهزة الاستشعار | إشارات التغذية الراجعة لاكتشاف المشكلات |
| أنظمة التدفئة | مساعدة في التغليف بالغلاف الشفاف |
| الوحدات الثانوية | معالجة إضافية |
| الجداول الخروج | الدعم الانتهاء من الملفات |
اعتبارات الشراء لآلات تشكيل لفائف رغوة PE المغلفة
العوامل الرئيسية في شراء معدات تشكيل لفائف الملف الرغوي المغلف:
| المعلمة | الإرشادات |
|---|---|
| نوع الملفات الشخصية المطلوبة | قناة U، مستطيلة، مخصصة |
| عرض المواد | مثالي لمعدلات الإنتاج العالية |
| سرعة الإنتاج | توازن التكلفة مقابل الإنتاج الساعي |
| نوع المواد الخام | توافق رغوة PE + ورقة |
| مرونة الأدوات | أداء التبديل السريع |
| التحكم في المناخ | لخصائص المواد المتسقة |
| كشف العيوب | بصري، فوق الصوتية، ليزر |
| المعالجة الثانوية | طريقة التغليف بالتغليف العازل، الطباعة الخاصة وما إلى ذلك. |
| تعقيدات التحكم | ردود الاستشعار، التشخيصات الخاصة وما إلى ذلك. |
| أوراق اعتماد المورد | الخبرة، الخبرة في الإنتاج |
قيم الخيارات من مصنعي آلات تشكيل الرغوة المغلفة المتعددة ضد متطلبات العمل الحالية والمستقبلية للحصول على القيمة الأمثل.
تركيب آلات تشكيل لفائف رغوة PE المغلفة باللامن
توضع التركيب السليم للآلة أساسًا للوظيفة الفعالة أثناء الإنتاج الضخم.
الجوانب الرئيسية:
- أساس مستقر ومستوى
- مساحة كافية للتشغيل الآمن
- حمايات مزود الطاقة
- تركيبات تثبيت فك اللفاف
- الحراسة حول الأجزاء المتحركة
- إمكانية الوصول إلى لوحة التحكم
- تأكيد التوجيه، إشارات الاستشعار
- اختبار التشغيل بسرعات منخفضة
تأكد من أن الفنيين المؤهلين يتولون التموضع والتجميع والتشغيل التجريبي والتدريب لتجنب المشاكل فيما بعد.
تشغيل خطوط تشكيل لفائف رغوة PE المغلفة بالبولي إثيلين
اتبع البروتوكولات الموحدة أثناء تشغيل الجهاز للحصول على استمرارية.
إرشادات السلامة
- السماح فقط للعمال المدربين في منطقة العمل
- التأكد من عدم التعرض بالقرب من الأدوات الدوارة
- تحصين منطقة التشغيل بشكل مناسب
- استخدام قفازات اليد والأحذية والنظارات بواسطة الوكيل
سير العمل في الإنتاج
1. تحميل المواد
- تركيب بكرات بلاستيكية + رغوية على فك اللفافات
- تمرير الأوراق من خلال المكونات
2. تعيين المعلمة
- أدخل الأبعاد والسرعات ودرجات الحرارة
3. تجربة تشغيل
- بوصة بوتيرة أبطأ في البداية
- تأكيد ردود الإشارة
4. الإنتاج
- تشغيل بالتصنيف المحدد
- مراقبة الانحرافات في العملية
- إجراء فحوصات الجودة
وثائق جميع الإجراءات لسهولة الرجوع إليها من قبل المشغل. الرصد في الوقت الحقيقي ضروري للكشف عن العيوب في وقت مبكر.
صيانة آلات تشكيل لفائف رغوة PE المغلفة بالبلاستيك
تحافظ الأنشطة الدورية للصيانة الوقائية على الأداء وتقلل من خسائر التوقف غير المخطط لها.
| النشاط | الطريقة | التردد |
|---|---|---|
| تنظيف الجهاز | إزالة الغبار والرواسب البلاستيكية | اليومي |
| فحص الاستشعار | قارن قيم الإشارة بالمعايير | أسبوعيا |
| تزييت الزيت | استبدال مستويات زيت علبة التروس | شهريا |
| الفحص الهيدروليكي | تحقق من تسرب السوائل، حالة الأنابيب | شهريا |
| تشديد الحزام | استخدم جهاز قياس التوتر، وضبط حسب الحاجة | ربع سنوي |
| خدمة الرولر | تجديد أو استبدال رؤوس التشكيل | سنويًا أو حسب الحاجة |
| فحوصات المحرك | استبدال المحركات التالفة | حسب الحاجة |
| السلامة الكهربائية | تأكيد العزلات، حماية الدوائر | ربع سنوي |
| معايرة الجهاز | إعادة ضبط المعايير والتسامح | سنوياً |
جدولة الأنشطة لاستخدام فترات التوقف المخططة للصيانة بشكل أمثل. الاحتفاظ بسجلات الصيانة لتحليل المشاكل المتكررة.
اختيار مصنعي آلات تشكيل لفائف رغوة PE المغلفة
معايير اختيار الموردين:
| النظر | الإرشادات |
|---|---|
| نطاق المنتجات | مجموعة من أنواع الملفات القابلة للإنتاج |
| جودة الجهاز | المتانة، الدقة، الاستمرارية |
| الخبرة في الإنتاج | مهارة الموظفين، تطور المصنع |
| مهارات التخصيص | مرونة لتغييرات الملف الشخصي |
| الاستجابة | سرعة الخدمة والدعم |
| الشهادات | علامات ISO و CE |
| التسعير | عروض تنافسية وشفافية |
| الدعم بعد البيع | التثبيت، الصيانة الخ |
تحدث مع زملاء الصناعة للحصول على إحالات للموردين. قم بتقييم الخيارات فيما يتعلق بقابلية توسيع حجم الإنتاج والمساعدة بعد البيع أيضًا.
الإيجابيات والسلبيات من آلات تشكيل لفائف رغوة PE المغلفة
المزايا
- معدل إنتاج عالي مع استمرارية
- مثالي للدورات الإنتاجية الطويلة
- ملفات عازلة قابلة للتخصيص
- تحسين القوة عبر التلصيق
- الفوائد التحكم الآلي في العمليات
- القوى العاملة المحدودة المطلوبة
- تكاليف أقل من التشكيل أو التصنيع بالآلات
القيود
- استثمار رأس المال الأولي العالي
- المهارة الأساسية للتشغيل والصيانة
- تصميم تعقيدات تحد من أشكال الملف الشخصي
عند تصميمها وتشغيلها بشكل صحيح، توفر عملية تشكيل اللفافة إنتاجًا فعالًا وعالي الجودة للملامح الرغوية المخصصة.
تحليل تكلفة خطوط تشكيل لفائف رغوة PE المغلفة
| تقييم الجهاز | نطاق السعر |
|---|---|
| واجب خفيف | $45000 إلى $65000 |
| الواجب المتوسط | $65000 إلى $95000 |
| الخدمة الشاقة | $95000 to $185000 |
| وحدات المعالجة الثانوية | +$5000 لكل محطة |
تأثير عوامل التكلفة:
- السرعة في الإنتاج وقدرة العرض
- نوع وتعقيد الأدوات
- مستوى أنظمة التحكم والتشغيل
- قيمة العلامة التجارية للشركة المصنعة ومقياسات الإنتاج
- تكامل معدات إضافية
يتم تعويض الاستثمار في المعدات الأعلى عمومًا بتوفير تكاليف التشغيل في وقت لاحق.
تطبيقات آلات تشكيل لفائف ملفوفة من رغوة PE المغلفة
الصناعات التي تستخدم ملفات الرغوة الملامسة المشكلة بالدورة:
HVAC والبناء:
- عزل قناة U للتكسية
- شرائط الطقس للنوافذ / الأبواب
- البطانات الداخلية للقنوات وحماية الحواف
السيارات:
- لوحات الباب الداخلية، السقف، بطانيات الصندوق
- تغطية محرك السيارة
- مكونات مضادة للاهتزاز
الأجهزة الكهربائية والسلع الاستهلاكية:
- بطانيات الصندوق الخارجي للثلاجة / الفرن / مكيف الهواء
- تغليف حواف الأثاث
- حماية الإلكترونيات
التغليف:
- إدراجات تمتص الصدمات
- حاويات معزولة
- حواف الحماية
تجمع مثل هذه الملفات بين العزل الحراري وامتصاص الضوضاء وامتصاص الصدمات مع متانة السطح اقتصاديًا.

الختام
تسمح خطوط تشكيل لفائف رغوة PE المغلفة بالبلاستيك المنحني بإنتاج آلي للملامح المستقيمة أو المنحنية عن طريق ثني الأوراق البلاستيكية المعززة بطبقات خارجية من المعدن أو البلاستيك أو الورق.
عند تصميمها بشكل صحيح حول حجم الإنتاج وسرعة الخط ونوع / تعقيد الملف الشخصي وأي احتياجات للمعالجة الثانوية - فإنها تصنع بشكل مستمر مكونات عزل مغلفة عالية الجودة وقابلة للتخصيص لصناعات مثل HVAC والبناء والسيارات إلخ.
اختيار المعدات الدقيق مع ممارسات التثبيت والتشغيل والصيانة الموحدة يؤدي إلى عائد استثمار جيد من خلال توفير المواد الخام وزيادة كفاءة الطاقة وتقليل الفاقد.
التعاون مع مصنعي آلات تشكيل اللفائف الخبراء يساعد في تحويل متطلبات التطبيق إلى حلول تشكيل مصممة تعزز الإنتاجية والتنافسية. استغلال هذا الابتكار في الإنتاج والتخصيص يسرع من تطوير منتجات العزل المحسنة.
الأسئلة الشائعة
س: ما هي المواد التي يمكن تغليفها بالرغوة PE لتشكيل اللفائف؟
أ: يوفر رغوة PE توافقًا جيدًا في الربط مع أوراق PP و PVC و ABS والبلاستيك الأكريليك بالإضافة إلى الألومنيوم والصلب وحتى الورق أو النسيج. نوع اللاصق ومعلمات العملية تحتاج إلى ضبط لكل مجموعة.
س: ما هي القدرات التحكم الرقمي بالحاسوب المطلوبة لتشكيل ملف الشكل المغلف بالطبقات؟
أ: تكفي أوامر التحكم CNC القياسية ثلاثية المحاور للحركات التصاعدية في الانحناء لمعظم التصاميم. قد تستخدم الأشكال المعقدة أوامر التحكم الخاصة بخمسة محاور لتحقيق تدفق وتشكيل مثالي للمواد.
س: كيف يمكنني حساب التصنيف الذي تحتاجه الآلة لمقياس إنتاجي؟
أ: عرض المواد بالملليمتر مضروبًا في أقصى سرعة خطية بالأمتار في الدقيقة يوفر الإنتاج الخطي الساعي. مقارنة هذا مع متطلبات حجم الإنتاج الحالية والمتوقعة تعطي احتياجات تصنيف الآلة.
س: هل يمكن تشكيل أوراق الرغوة البوليمرية مباشرة دون تقطيع؟
نعم، ولكن القيام بذلك يقيد هندسة الملف إلى أشكال أبسط بشكل رئيسي مثل الأنابيب بسبب المرونة وسلوك الانثناء الذي يحتاج إلى محطات أدوات أكثر. توفر التصفيح تعزيزًا هيكليًا يسمح بتشكيل معقد لملف البروفيل.
س: كيف يقارن الرغوة الملامسة بالتشكيل بالرغوة المستخرجة من حيث الخصائص العازلة؟
أ: تعرض ورق الرغوة المستخرج مباشرة عمومًا عزلًا أفضل قليلاً لكل سمك وحدة بسبب التمدد المادي الكامن أثناء الخروج. ولكن يمكن للرغوة المغلفة بسمك أقل أن تطابق مستويات العزل بوزن إجمالي أقل.
س: ما هو الصيانة الدورية التي تساعد في الحفاظ على جودة اللامينيت المشكل بالتشكيل بالدوران؟
أ: الأنشطة مثل تنظيف الآلة، وضبط الحزام، والتشحيم، والفحص البصري، وفحوصات الحساسات، والمعايرة، وصحة نظام التدفئة الخ. ضرورية لإنتاج متواصل دون تقلبات في الجودة.
س: هل يمكن إضافة البلاستيك الزخرفي إلى ملامح الرغوة عبر تشكيل اللفائف؟
أ: نعم، يمكن تعزيز جاذبية الرؤية باستخدام اللامينات الملونة أو بواسطة طرق ما بعد الإنتاج مثل الطلاء، الطباعة، الختم الساخن. حتى يمكن تضمين الأسلاك، الخرز لتحقيق تأثيرات الإضاءة أو التدفئة.
س: كيف يمكن تقليل إنتاج الفضلات أثناء تشكيل لفائف الرغوة المغلفة؟
A: الخردة لا يمكن تجنبها عند تثبيت الإنتاج ولكن يمكن تقليلها من خلال التحكم الإيجابي في التغذية، وأدوات توجيه الحواف، ومراقبة العيوب البصرية، والقطع بدقة إلى الطول بعد استقرار الخط.

المشاركات الأخيرة

26 أكتوبر 2016
أنجح مقاول هندسياتصل بنا للحصول على أحدث عرض سعر
تواصل معنا للحصول على أحدث عرض أسعار. ستجد نفسك تعمل في شراكة حقيقية تؤدي إلى تجربة لا تصدق، ومنتج نهائي يعتبر الأفضل.


اتصل بنا
معلومات المنتج
الكمية
وحدة
قطعة
دعم طلب العينات، التخصيص، الجملة المباشرة، والدفع الكامل. إذا كان المنتج الذي تبحث عنه لا يحتوي على محتوى مخصص مقابل، يرجى ملء النموذج أدناه للاتصال بنا، وسنرد في أقرب وقت ممكن.